

Преглед на проекта
Чертежи на детайлите: При условие че са предоставени CAD чертежи от Страна А. Технически изисквания: Зареждане на складово количество в силози ≥производствен капацитет за един час
| Тип на детайла | Спецификация | Време за обработка | Количество съхранение/час | Брой проводници | Изискване |
| Притискаща плоча SL-344 | 1T/2T/3T | 15 | 240 | 1 | Съвместим |
| 5T/8T | 20 | 180 | 1 | Съвместим | |
| SL-74 Двойна халка с катарама | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
Чертеж на детайл, 3D модел
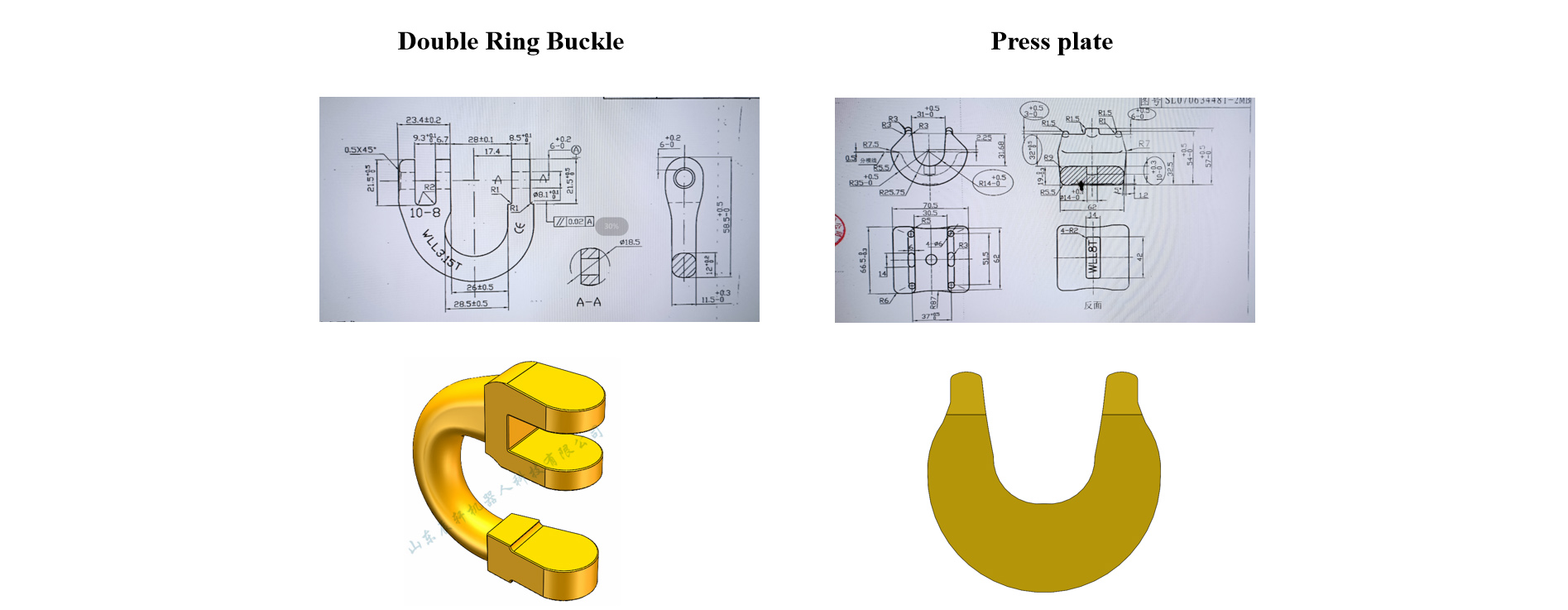
Схема на оформление
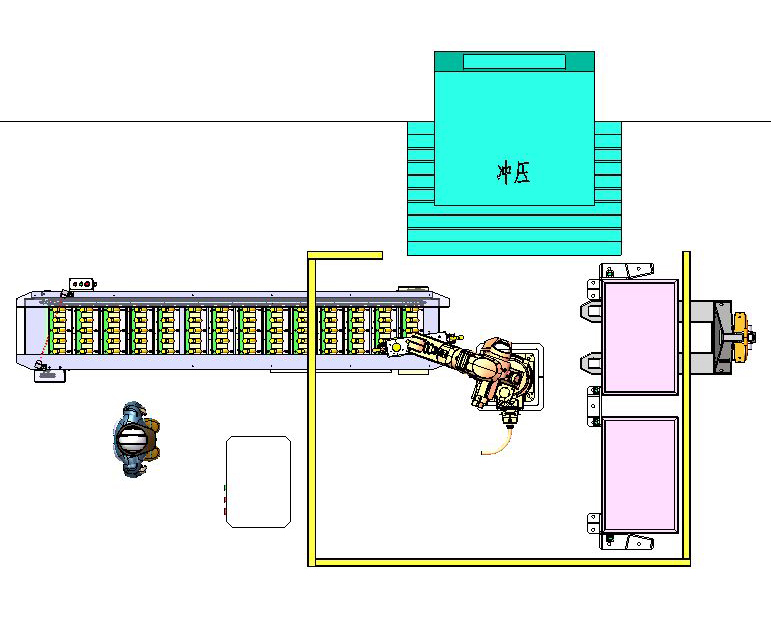
Описание: Подробните размери на заеманата земя ще бъдат предмет на проекта.
Списък с оборудване
Кошница за временно съхранение на преградни плочи
| Сериен номер | Име | Модел № | Количество. | Забележки |
| 1 | Роботи | XB25 | 1 | Ченсюан (включително корпуса, контролния шкаф и демонстратора) |
| 2 | Роботизирани клещи | Персонализиране | 1 | Чънсюан |
| 3 | База на роботите | Персонализиране | 1 | Чънсюан |
| 4 | Електрическа система за управление | Персонализиране | 1 | Чънсюан |
| 5 | Товарен конвейер | Персонализиране | 1 | Чънсюан |
| 6 | Предпазна ограда | Персонализиране | 1 | Чънсюан |
| 7 | Устройство за откриване на позициониране на материалната рамка | Персонализиране | 2 | Чънсюан |
| 8 | Затваряща рамка | / | 2 | Изготвено от Страна А |
Описание: Таблицата показва списъка с конфигурации на отделна работна станция.
Техническо описание
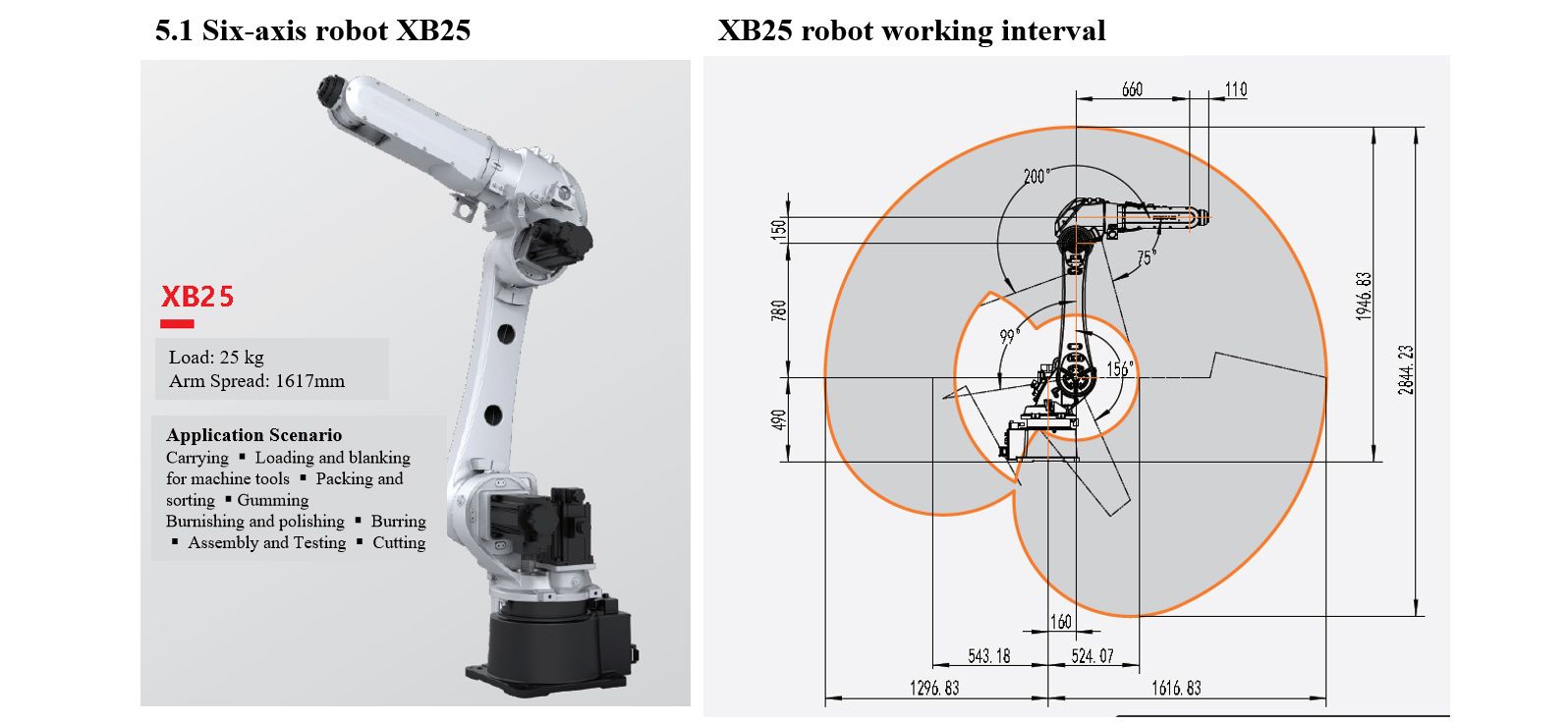
Шестоосен робот XB25
Roboter XB25 е основен параметър
| Модел № | Степен на свобода | Натоварване на китката | Максимален работен радиус | ||||||||
| XB25 | 6 | 25 кг | 1617 мм | ||||||||
| Точност на многократно позициониране | Телесна маса | Степен на защита | Режим на инсталиране | ||||||||
| ± 0,05 мм | Приблизително 252 кг | IP65 (защита за китка IP67) | Наземно, окачено | ||||||||
| Интегриран източник на въздух | Интегриран източник на сигнал | Номинална мощност на трансформатора | Съвпадащ контролер | ||||||||
| 2-φ8 въздуховод (8 бара, електромагнитен вентил за опция) | 24-канален сигнал (30V, 0.5A) | 9,5 kVA | XBC3E | ||||||||
| Обхват на движение | Максимална скорост | ||||||||||
| Вал 1 | Вал 2 | Вал 3 | Вал 4 | Вал 5 | Вал 6 | Вал 1 | Вал 2 | Вал 3 | Вал 4 | Вал 5 | Вал 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/ю.ш. | 186°/ю.ш. | 183°/ю.ш. | 492°/ю.ш. | 450°/S | 705°/S |
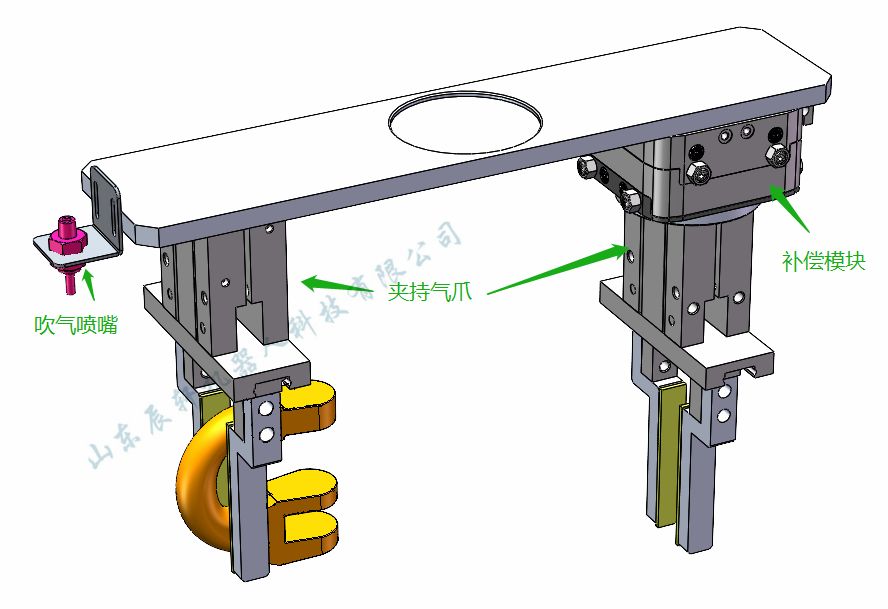
Роботизирани клещи
1. Дизайн с двойна станция, интегрирано зареждане и бланкиране, способен да реализира бързо презареждане;
2. Приложимо само за затягане на детайли с определена спецификация, а щипките са съвместими само със затягане на подобни детайли в определен диапазон;
3. Задържането при изключване гарантира, че продуктът няма да падне за кратко време, което е безопасно и надеждно;
4. Група от високоскоростни пневматични дюзи може да изпълнява функцията за издухване на въздух в обработващия център;
5. За затягащите пръсти трябва да се използват меки полиуретанови материали, за да се избегне прищипване на детайла;
6. Компенсационният модул може автоматично да компенсира позиционирането на детайла или грешките на приспособлението и вариацията на допустимото отклонение на детайла.
7. Диаграмата е само за справка, а детайлите ще зависят от действителния проект.
| Технически данни* | |
| Номер на поръчка | XYR1063 |
| За свързване на фланци съгласно EN ISO 9409-1 | ТК 63 |
| Препоръчително натоварване [кг]** | 7 |
| Ход по оста X/Y +/- (мм) | 3 |
| Сила на задържане в центъра (N) | 300 |
| Сила на задържане извън центъра [N] | 100 |
| Максимално работно налягане на въздуха [bar] | 8 |
| Минимална работна температура [°C] | 5 |
| Максимална работна температура [°C] | +80 |
| Обем на консумирания въздух за цикъл [cm3] | 6.5 |
| Момент на инерция [кг/см2] | 38.8 |
| Тегло [кг] | 2 |
| *Всички данни са измерени при налягане на въздуха 6 бара **Когато е сглобено в центъра |
Модул за компенсация

Компенсационният модул може автоматично да компенсира позиционирането на детайла или грешките на приспособлението, както и вариацията на допустимото отклонение на детайла.
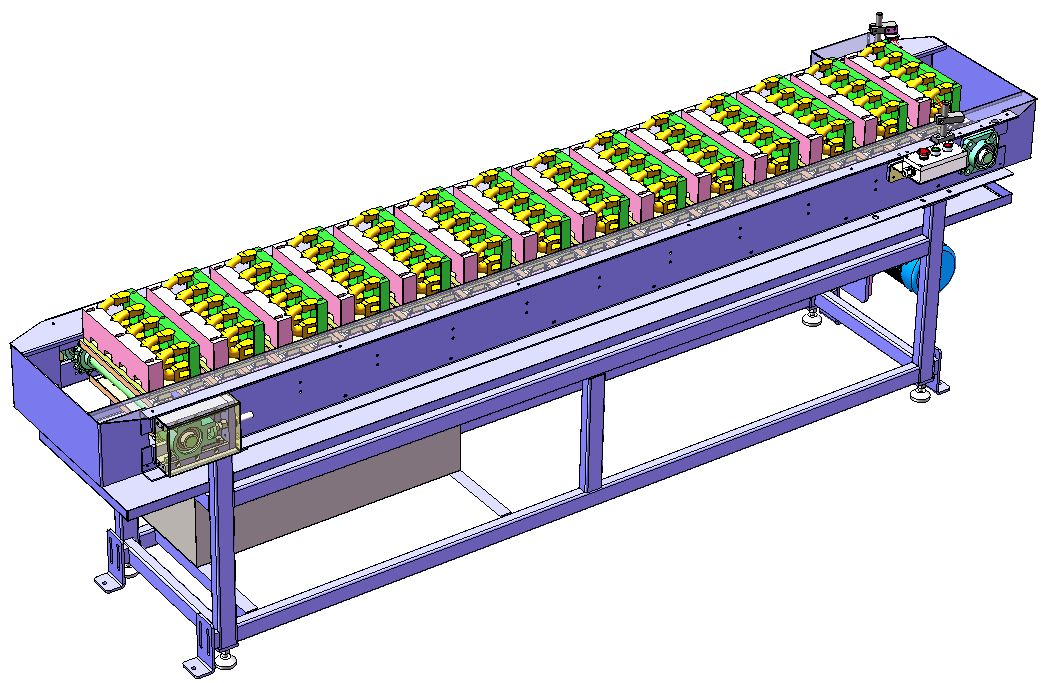
Линия за товарене и транспортиране
1. Товаро-транспортната линия използва верижна еднослойна транспортна структура, с голям капацитет за съхранение, лесна ръчна работа и висока цена;
2. Проектираното количество поставени продукти трябва да отговаря на производствения капацитет от един час. При условие на редовно ръчно подаване на всеки 60 минути, може да се реализира работа без прекъсване;
3. Тавата за материал е защитена от грешки, за да се улесни ръчното изпразване, а инструментите за силоз за детайли с различни спецификации трябва да се регулират ръчно;
4. За захранващата тава на силоза са избрани масло- и водоустойчиви, антифрикционни и високоякостни материали, а при производството на различни продукти е необходимо ръчно регулиране;
5. Диаграмата е само за справка, а детайлите зависят от действителния проект.
Електрическа система за управление
1. Включително системен контрол и сигнална комуникация между оборудване, включително сензори, кабели, канали, превключватели и др.;
2. Автоматичното устройство е проектирано с трицветна алармена лампа. По време на нормална работа трицветната лампа свети в зелено; а ако устройството се повреди, трицветната лампа ще покаже червена аларма след време;
3. На контролния шкаф и демонстрационната кутия на робота има бутони за аварийно спиране. В случай на спешност, бутонът за аварийно спиране може да бъде натиснат, за да се осъществи аварийно спиране на системата и едновременно с това да се изпрати алармен сигнал;
4. Чрез демонстратора можем да компилираме много видове приложни програми, които отговарят на изискванията за обновяване на продукти и добавяне на нови продукти;
5. Всички сигнали за аварийно спиране на цялата система за управление и сигналите за блокировка за безопасност между обработващото оборудване и роботите са свързани към системата за безопасност, а блокираното управление се осъществява чрез програмата за управление;
6. Системата за управление осъществява сигналната връзка между работещото оборудване, като роботи, товарни силози, клещи и обработващи машини;
7. Системата на машинния инструмент трябва да осъществява обмен на сигнали със системата на робота.
Машинен инструмент за обработка (предоставен от потребителя)
1. Машината за обработка трябва да бъде оборудвана с автоматичен механизъм за отстраняване на стружки (или за ръчно и редовно почистване на железните стружки) и функция за автоматично отваряне и затваряне на вратата (ако има операция за отваряне и затваряне на вратата на машината);
2. По време на работа на машинния инструмент не е позволено железните стружки да се увиват около детайлите, което може да повлияе на затягането и поставянето на детайлите от роботите;
3. Като се има предвид възможността от попадане на отпадъчни стружки в матрицата на машинния инструмент, Страна Б добавя функцията за обдухване с въздух към роботизираните клещи.
4. Страна А трябва да избере подходящи инструменти или производствена технология, за да осигури разумен живот на инструментите или смяна на инструменти от устройството за смяна на инструменти вътре в машинния инструмент, така че да се избегне повлияване на качеството на автоматизирания блок поради износване на инструментите.
5. Сигналната комуникация между машинния инструмент и робота трябва да бъде осъществена от Страна Б, а Страна А трябва да предоставя съответните сигнали на машинния инструмент, както се изисква.
6. Роботът извършва грубо позициониране при вземане на частите, а приспособлението на машинния инструмент осъществява прецизно позициониране според референтната точка на детайла.
Предпазна ограда
1. Поставете защитната ограда, предпазната врата, предпазната ключалка и други устройства и извършете необходимата блокировка.
2. Предпазната врата трябва да бъде поставена на правилното място на предпазната ограда. Всички врати трябва да бъдат оборудвани с предпазен превключвател и бутон, бутон за нулиране и бутон за аварийно спиране.
3. Предпазната врата е заключена със системата чрез предпазна ключалка (превключвател). Когато предпазната врата се отвори необичайно, системата спира и издава аларма.
4. Мерките за безопасност гарантират безопасността на персонала и оборудването чрез хардуер и софтуер.
5. Предпазната ограда може да бъде осигурена от Страна А. Препоръчително е да се заварява с висококачествена решетка и да се боядиса повърхността с жълт предупредителен лак за печене.

Предпазна ограда

Предпазна ключалка
Предпазна ограда Работна среда (осигурена от Страна А)
| Захранване | Захранване: Трифазно четирипроводно AC380V±10%, диапазон на колебание на напрежението ±10%, честота: 50HZ; Захранването на шкафа за управление на робота трябва да бъде оборудвано с независим въздушен превключвател; Шкафът за управление на робота трябва да бъде заземен със съпротивление на заземяване по-малко от 10Ω;Ефективното разстояние между източника на захранване и електрическия шкаф за управление на робота трябва да бъде в рамките на 5 метра. |
| Източник на въздух | Сгъстеният въздух трябва да се филтрира от вода, газ и примеси, а изходното налягане след преминаване през FRL трябва да бъде 0,5~0,8 Mpa; Ефективното разстояние между източника на въздух и тялото на робота трябва да бъде в рамките на 5 метра. |
| Фондация | Подът да се обработи с конвенционален циментов под на работилницата на Страна А, а монтажната основа на всяко оборудване да се закрепи към земята с разширителни болтове; Якост на бетона: 210 кг/см2; Дебелина на бетона: Повече от 150 мм;Неравности на основата: По-малко от ±3 мм. |
| Условия на околната среда | Температура на околната среда: 0~45 ℃; Относителна влажност: 20%~75%RH (не се допуска кондензация); Ускорение на вибрациите: По-малко от 0.5G. |
| Разни | Избягвайте запалими и корозивни газове и течности и не пръскайте масло, вода, прах и др.; Не се приближавайте до източника на електрически шум. |






